聯係(xì)人:鍾(zhōng)先生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:江(jiāng)蘇昆山開(kāi)發區前進東路579號
前言
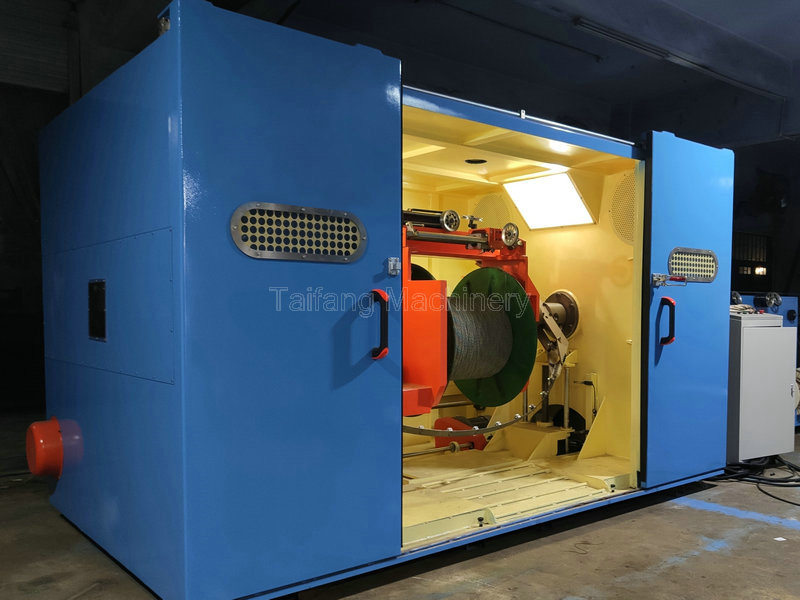
銅線絞(jiǎo)線機(jī)主要由放線架、絞合(hé)頭、牽引(yǐn)裝置、收線盤和控製係統五大部分構成。
放線(xiàn)架:負責多根單絲的同步釋放,需確保張力均衡;
絞合頭:通過(guò)旋轉將(jiāng)單絲按(àn)預設節(jiē)距絞(jiǎo)合成(chéng)股線,其轉速與牽引速度的匹配(pèi)直接影響絞線緊(jǐn)密(mì)度;
牽引(yǐn)裝置:控製絞合後線材的(de)移(yí)動速度,通常(cháng)采用伺服電機驅動以實現(xiàn)精準調速;
收線盤:完成絞線後的卷繞存儲,需根據線徑調整收線張力。
操作(zuò)前需完成以下關鍵步驟:
機械部件檢查:確認絞合頭軸承潤滑狀態,檢查放線架(jià)導輪是否磨(mó)損;
電氣係統測試:啟動設備空載運行,觀察變頻(pín)器與PLC控製(zhì)是否異常;
參數預設:根據線徑規格輸入節(jiē)距、絞合方向(Z向或S向)、轉速(sù)等參數。

銅線(xiàn)選擇:單絲直徑誤差需≤0.02mm,表(biǎo)麵無氧化或劃痕;
張力調節:使用張力計校準各放(fàng)線架張力,差(chà)異控製在±5%以內(nèi);
低速空載測試(shì):以額定(dìng)轉速的30%運行5分鍾,觀察設備振動(dòng)與噪音;
帶料試絞:投入3~5米銅(tóng)線,檢測絞合後的節距均勻(yún)性(允許偏差±2%)。
張力(lì)動態監(jiān)測:通過傳感器實時反饋數據,避免單絲斷裂或鬆脫;
絞合節距校準:每30分鍾抽樣測量,使用公式節距=牽引速度(dù)/絞合頭轉速驗證;
原因分析:牽引速度與絞合頭轉速不匹配,或放線張力失衡。 解決措施:
重新計算速度比,調整變(biàn)頻(pín)器參數;
校(xiào)準張力(lì)控(kòng)製器,確保各放線架輸出一致。
預防方法:
檢查導輪與過線模的材質,優先選用陶瓷或鍍鉻部件;
潤滑管理:每8小時為絞合頭軸承加注耐高(gāo)溫潤滑脂;
清潔要求:停機後使用壓縮空(kōng)氣清除絞(jiǎo)合區域的銅粉殘留。
月度檢查:拆卸絞(jiǎo)合頭檢(jiǎn)查齒輪磨(mó)損,替換超出0.1mm間(jiān)隙的部件;
防護裝置:設備運行時嚴禁拆除防護罩,操作人員需穿戴防切割手套(tào);
緊急製動(dòng):熟悉急停按鈕(niǔ)位置,突發故障時優先切斷電源。
轉速與牽(qiān)引速度匹配:通過試驗確定不同線徑的最佳比例,通常線徑≤0.5mm時,轉速可提(tí)升至1200rpm;
溫度控製:在絞合區域加裝風冷係統,避免銅(tóng)線因(yīn)摩擦升溫(wēn)導致軟(ruǎn)化。
引(yǐn)入物聯網(IoT)傳感器實時監測設備狀態(tài),結合AI算法預測絞合頭壽命。例如(rú),某企(qǐ)業通過(guò)加裝振動傳感(gǎn)器,將計劃外(wài)停機時間減少了47%。
聯係人:鍾先生
郵 箱:121740864@qq.com
電 話:138-1293-0229
地(dì) 址:江蘇昆山開發區前進東路579號(hào)
服(fú)務熱(rè)線

 中 文
中 文 English
English Español
Español Россия
Россия